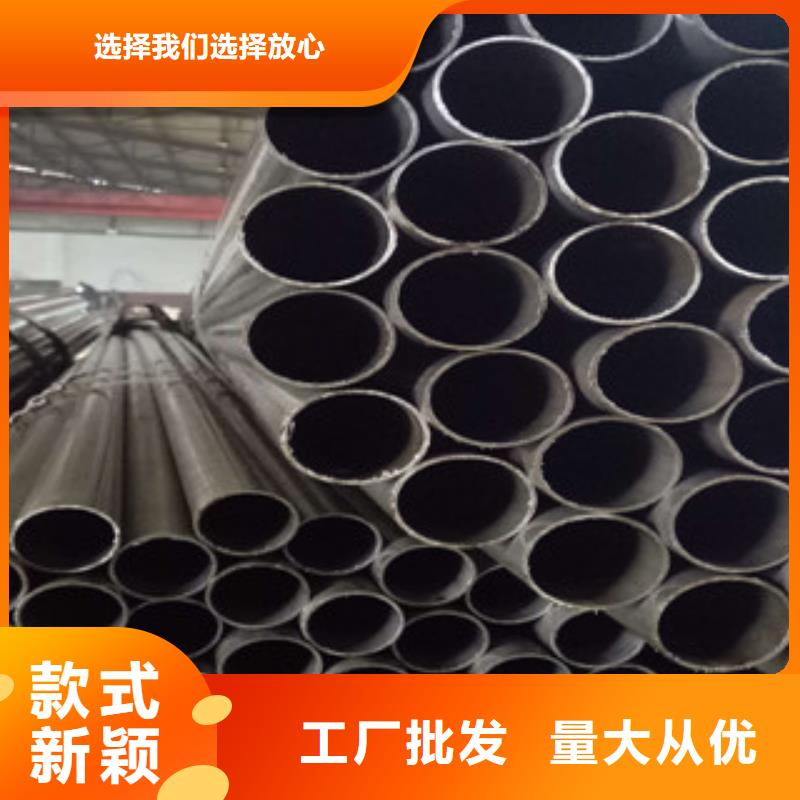
39.5*4.5*6*8精密无缝钢管厂家供应
| 产品参数 | |
|---|---|
| 产地 | 山东聊城 |
| 材质 | 20#、45#、20cr、40cr、35crmo、42crmo |
| 规格 | 10-133*1-26 |
| 长度 | 散尺或定尺 |
| 运输 | 陆运、海运 |
| 范围 | 39.5*4.5*6*8精密无缝钢管供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 蓬江区、江海区、新会区、台山市、开平市、鹤山市、恩平市等区域。 |
在激烈的 热轧钢管市场竞争中我们期待与您携手乘风破浪,互惠互利实现双赢共同发展。 热轧钢管产品曾在广东江门质检局的抽检中多次受到好评,多种产品获得各种奖项。本着“客户至上,品质如一”的服务宗旨,兰格精密管(江门市分公司)成立伊始就成立了售后服务体系,为我公司的客户提供完善的服务。



20无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。20无缝钢管在我国
钢管业中具有重要的地位。据不完全统计,我国现有20号无缝钢管生产企业约240多家,无缝钢管机组约
250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般
用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、
汽车管共5万吨,占1.4%。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的
坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔
。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形
辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后
被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢
管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,
就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,
气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、
生产批号等。并由吊车吊入仓库中。



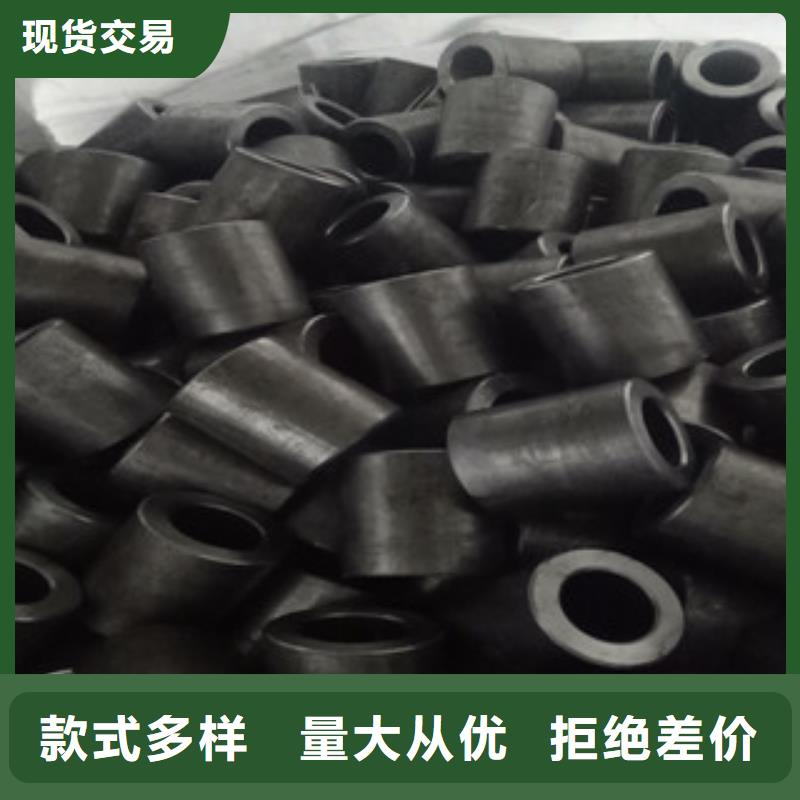
45#精密钢管调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然
,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在
基体中,达不到调质的目的。 45#精密钢管淬火后的高温回火,加热温度通常为560~600℃,硬度要求为
HRC22~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬度要求的,就要按
图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽
的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大
小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保
温时间总在一小时以上。无缝钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)


无缝管1、生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般
在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然
后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐
渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格
要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小和质量更好的无缝管,
必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的
锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将
加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可
生产直径较小的钢管。




- 20*2*3*4*5精密无缝钢管兰格制造 2026-04-11
- q960B钢板厂家库存充足 2026-04-11
- 批发5-10个厚镀锌花纹板口碑 2026-04-11
- 催化燃烧环保废气处理设备厂家直销,节能环保,支持定制15250488306 2026-04-11
- 304宽幅不锈钢板专营 2026-04-11
- 切割零售Q345B花纹板口碑 2026-04-11
- 汽车家具工业喷烤漆房厂家直销,节能环保,支持定制15250488306 2026-04-11
- 早熟油桃树苗品种大全 2026-04-11
- 移动伸缩喷漆房厂家直销,节能环保,支持定制15250488306 2026-04-11
- 永莲蜜桃六号桃树苗生产基地 2026-04-11
- 护栏3 LED防护栏杆售后服务完善 2026-04-11
- 回收led显示屏回收led屏模组服务好 2026-04-11
- 不锈钢复合管护栏,不锈钢复合管道路护栏信誉有保证 2026-04-11
- 球墨铸铁管_离心球墨铸铁管长期供应 2026-04-11
- 灭蚊物理灭蚊器械质检严格放心品质 2026-04-11
联系方式
