您当前的位置:品质嘭嘭嘭 » 玉树品质嘭嘭嘭 »玉树产品 » 40cr厚壁大口径钢管主要分类
40cr厚壁大口径钢管主要分类
更新时间:2026-04-13 10:01:16 ip归属地:玉树,天气:阴转小雪,温度:-1-10 浏览:3次

- 发布企业
- 新策钢管(玉树市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 10000
- 运费
- 电议
- 关键词
- 大口径厚壁无缝钢管
- 所在地
- 开发区大东物资公司3区28号
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 姜先生 请说明来自品质嘭嘭嘭,优惠更多
详细介绍
以下是:青海省玉树市40cr厚壁大口径钢管主要分类的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 10000 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 材质 | 40cr |
| 型号 | 89*12 89*16 89*20 |
| 产地 | 山东 |
| 类型 | 圆管 |
| 范围 | 40cr厚壁大口径钢管主要分类供应范围覆盖青海省、西宁市、海东市、海北市、海南市、海西市、玉树市、果洛市、黄南市等区域。 |
【新策】持续拓展产品矩阵,现有西宁16mn无缝管、海北液压油缸管厂等,满足不同场景需求。40cr厚壁大口径钢管主要分类,新策钢管(玉树市分公司)为您提供40cr厚壁大口径钢管主要分类的资讯,联系人:姜先生,电话:【0527-88266222】、【0527-88266222】。 青海省,玉树藏族自治州 2018年12月29日,被民委命名第六批全国民族团结进步创建示范区(单位)。
40cr厚壁大口径钢管主要分类的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:青海玉树40cr厚壁大口径钢管主要分类的图文介绍


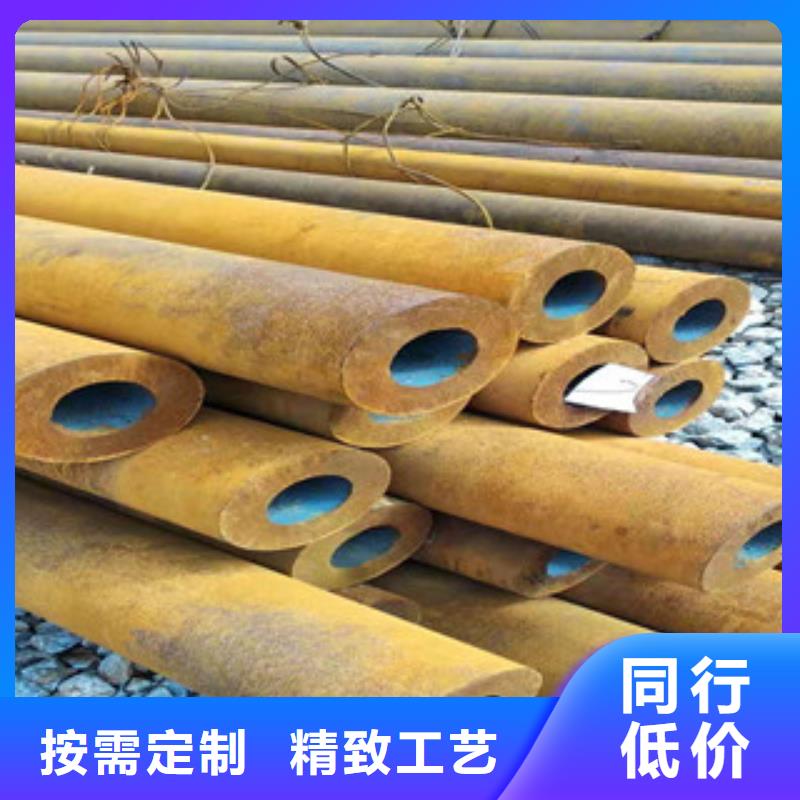
山东顺泽公司对40cr厚壁钢管探伤的难点主要在于入射角α的确定,使其既能满足纯横波探伤的需要,又能满足内壁探伤的要求。笔者拟通过严格控制检测参数,采用横波和纵波同时探伤,以实现40cr厚壁钢管的完整探伤。
40cr厚壁钢管探伤原理对于t/D≥0.226的厚壁无缝钢管,无法实现纯横波内壁探伤,但通过选择合适的检测参数,并使之达到一定的灵敏度,然后用折射纵波检测管外壁缺陷,折射横波检测管内壁缺陷,也能达到较好的检测效果,其检测原理。水浸探伤时,由于探头与工件之间存在一定的距离,则可能因声束扩散而在管内产生一些干扰波,增大对缺陷波判断的难度。为了提高40cr厚壁钢管质量检测精度,使超声波束汇聚,能量增加,则必须使用聚焦探头,并把入射波束限制在一定的角度范围α内
供应40Cr钢管、20Cr无缝钢管、35CrMo无缝管等钢管产品,我们坚持提供****钢管产品,的服务来回报客户,良好的企业形象誉满全国,走向世界,在满足国内市场。任建民、蒋志翔、郑玉明、程子建、朱爱炳、王建元等集团公司领导,助理级高管,部门、分子公司和专业中心主要负责人参加会议。
40cr厚壁钢管探伤原理对于t/D≥0.226的厚壁无缝钢管,无法实现纯横波内壁探伤,但通过选择合适的检测参数,并使之达到一定的灵敏度,然后用折射纵波检测管外壁缺陷,折射横波检测管内壁缺陷,也能达到较好的检测效果,其检测原理。水浸探伤时,由于探头与工件之间存在一定的距离,则可能因声束扩散而在管内产生一些干扰波,增大对缺陷波判断的难度。为了提高40cr厚壁钢管质量检测精度,使超声波束汇聚,能量增加,则必须使用聚焦探头,并把入射波束限制在一定的角度范围α内
供应40Cr钢管、20Cr无缝钢管、35CrMo无缝管等钢管产品,我们坚持提供****钢管产品,的服务来回报客户,良好的企业形象誉满全国,走向世界,在满足国内市场。任建民、蒋志翔、郑玉明、程子建、朱爱炳、王建元等集团公司领导,助理级高管,部门、分子公司和专业中心主要负责人参加会议。



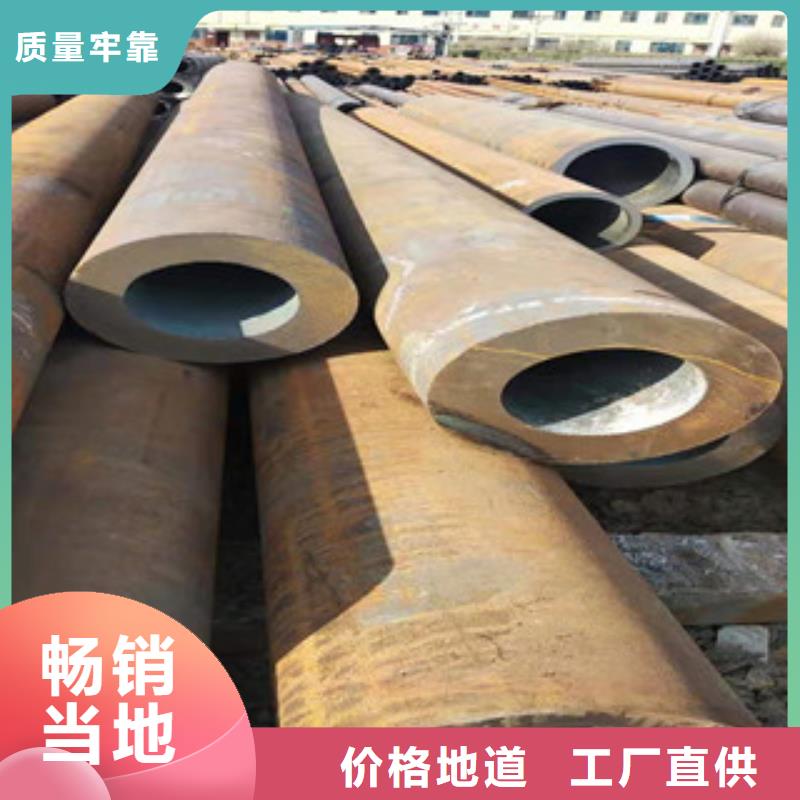
新策钢管(玉树市分公司)一家专业从事 大口径厚壁无缝钢管生产、销售的大型生产企业,拥有一整套完善的生产运营模。公司拥有十分完善的 大口径厚壁无缝钢管生产线、先进的生产设备。能满足产品高质量高性能生产要求。同时企业也在不断地引进世界上先进的工艺技术,引进大量专业的技术人才,企业的技术力量正日趋雄厚,经济实力也在不断地发展壮大主要生产产品有: 大口径厚壁无缝钢管,产品畅销全国各地。我们的服务宗旨:雄厚的实力、优质的产品、低廉的价格、的服务。经营理念将秉承:同样的产品比质量、同样的质量比价格、同样的价格比服务、同样的服务比信誉!!


40cr合金管经调质处理可用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等;调质并表面高频淬火用于制造表面高硬度、高耐磨的零件,如齿轮、轴、主轴、曲轴、心轴套筒、销子、连杆、进气阀、螺钉等淬火及中温回火用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴套等;淬火及低温回火用于制造重载、低冲击、耐磨的零件,如蜗杆、轴类、套等;碳氮处理制造尺寸较大、低温韧性较高的传动零件,如轴、齿轮等.
化学成份和力学性能:成分: 硅0.17~0.37%,锰0.5~0.8,铬0.8~1.1%
调质处理:试样直径:25mm,850度淬火加热油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,断面收缩45%,冲击韧性588.3千焦/平方米。
因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。
40cr无缝钢管工艺流程
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
化学成份和力学性能:成分: 硅0.17~0.37%,锰0.5~0.8,铬0.8~1.1%
调质处理:试样直径:25mm,850度淬火加热油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,断面收缩45%,冲击韧性588.3千焦/平方米。
因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。
40cr无缝钢管工艺流程
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



山东顺泽金属制品有限公司对40Cr的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火.
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火.

40cr厚壁大口径钢管主要分类_新策钢管(玉树市分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:姜先生,开发区大东物资公司3区28号。
我们的其他产品