公司新闻
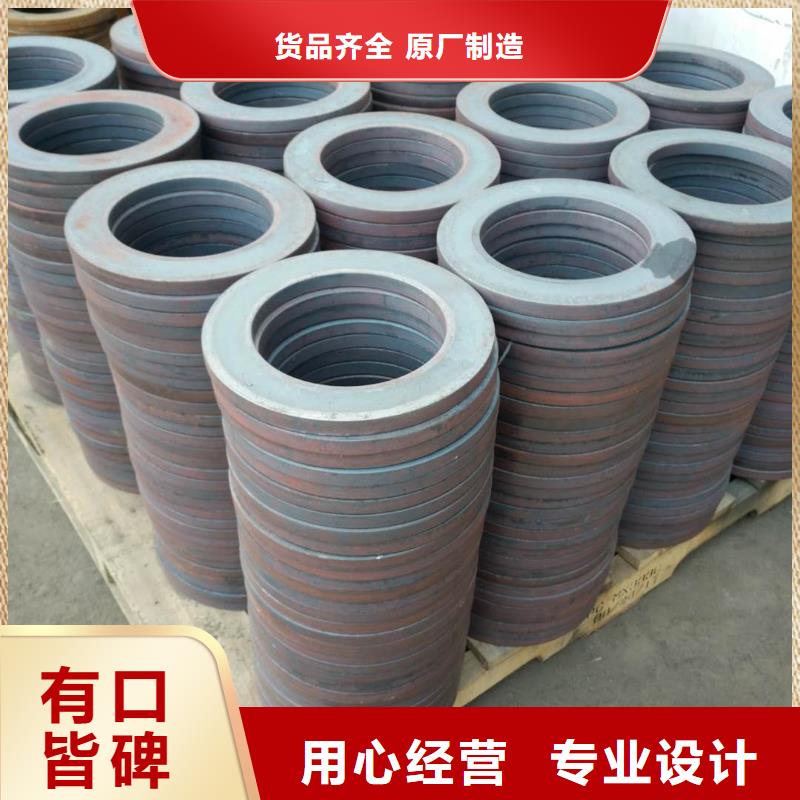
电杆底座法兰毛坯厂家直销
更新时间: 2026-04-14 23:52:46 ip归属地:聊城,天气:多云,温度:11-24 浏览:5次
以下是:山东省聊城市电杆底座法兰毛坯厂家直销的产品参数
| 产品参数 | |
|---|---|
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
| 产地 | 聊城 |
| 规格 | 齐全 |
| 颜色 | 黑色金属 |
| 范围 | 电杆底座法兰毛坯直销供应范围覆盖山东省、枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 东昌府区、阳谷县、莘县、茌平区、东阿县、冠县、高唐县、临清市等区域。 |
【搏远】以匠心打造多元场景产品,涵盖阳谷锻造法兰毛坯、东阿齿圈毛坯、潍坊法兰生产厂家、临沂法兰生产厂家等。在山东省聊城市采购电杆底座法兰毛坯厂家直销请认准搏远金属制品(聊城市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:季先生-【17768165506】)。 山东省,聊城市 2022年,聊城市实现地区生产总值2779.85亿元,其中,产业增加值400.11亿元,第二产业增加值1044.48亿元,第三产业增加值1335.26亿元。三次产业结构为14.4:37.6:48.0。
不容错过的电杆底座法兰毛坯厂家直销视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:山东聊城电杆底座法兰毛坯厂家直销的图文介绍
温馨提示:由于 热扩法兰毛坯市场价格浮动影响,本文中 热扩法兰毛坯产品价格、属性仅供参考,具体详情请咨询搏远金属制品(聊城市分公司)客服,真诚期待与您的合作!!


压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009
压力容器法兰分为平焊法兰和对焊法兰两种。其中平焊法兰又分甲型法兰、乙型法兰两种形式。
1.平焊法兰
1)乙型法兰带有一个短筒体,因此刚性较甲型法兰好,可用于压力较高,直径较大的场合;
2)焊缝形式:甲型为V型坡口,乙型为U型坡口,因此乙型更易焊透,故其强度和刚度更高。
2.对焊法兰
由于有长颈,并采用对焊,故刚性更好,适用于压力更高的场合。
压力容器法兰标准:
压力容器甲型平焊法兰标准:JB/T4701-2000
压力容器乙型平焊法兰标准:JB/T4702-2000
压力容器长颈对焊法兰标准:JB/T4703-2000
外头盖侧法兰标准:JB/T4721-92
小口径的法兰标准一般就是选用的HG20592-HG20535-2009



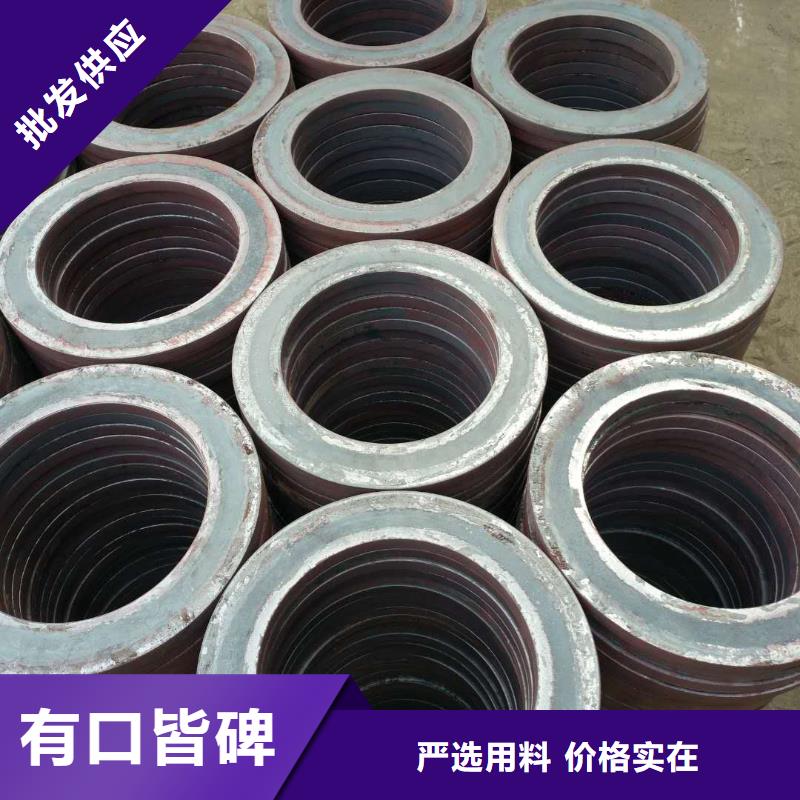
搏远金属制品(聊城市分公司)主要生产销售: 热扩法兰毛坯。我司凭借优良的管理、开发优势,借助超前的开发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展.公司不断进取,加快加强项目开发运作,进一步完善开发机制,打造公司的品牌效应。用户至上,以用户为中心”是公司永远坚持的服务宗旨,赢得用户的赞许是我们的荣誉,及时满足用户的需求,是我们公司的愿望。长期以来,公司员工以优质的服务,取悦于用户,以诚信的言行取信于用户,得到了用户们的好评。我们期待着与您更加愉快的合作!公司的发展,离不开社会的大力支持,在社会的支持和帮助下,我们正昂首阔步迈向未来!我们,将继往开来,创造出更加美好、灿烂的明天!



山东搏远金属制品有限公司是一家集生产、经营法兰盘,法兰毛坯、金属垫片、法兰盲板、法兰毛坯厂家、冲压异形件,异形法兰毛坯,法兰盘毛坯,冲压圆片,方形法兰盘,垫片冲压件、挤压件、法兰盘毛坯图纸制作,印刷制版堵头,制版版辊堵头,凹印制版堵头的大型物资流通企业.本公司有400T冲床30台,160T冲床20台、100T冲床50台、车床50台、钻床10台,
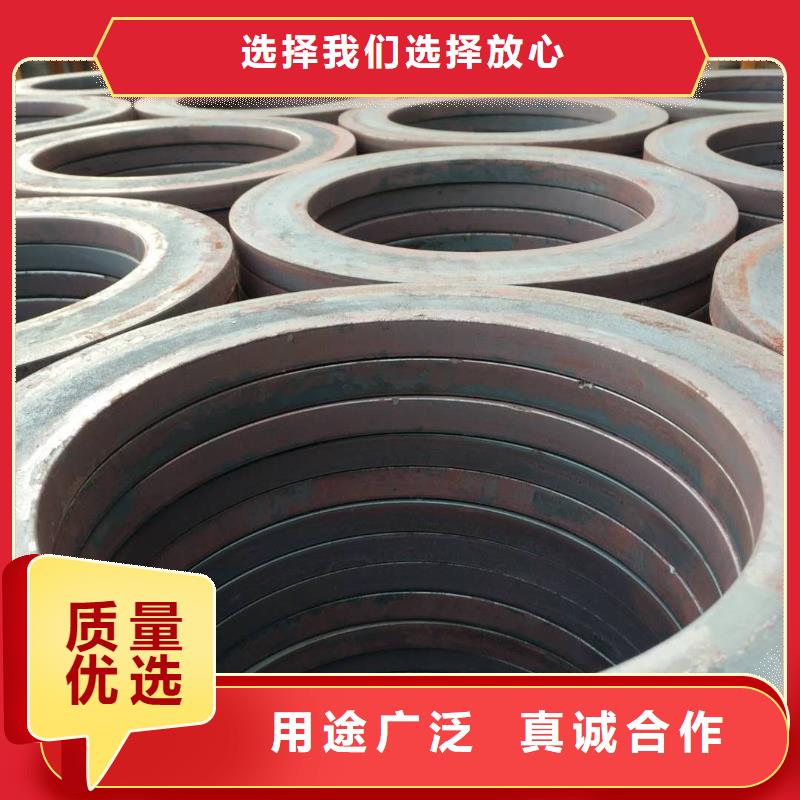
锻造齿轮毛坯由于经锻造后可获得持续和均匀的金属纤维组织。因此此类毛坯的力学机能较好,常用于受力复杂的环境操作。此中自由锻件的精度和出产率较低,主要用于小批出产和大型法兰的制造。
锻造齿轮毛坯
热卷工艺与传统法兰建造工艺对比,具有以下较着好处:(1)、原材料全部采用尺度方坯,材质不变靠得住;
低压小直径有丝接法兰,高压和低压大直径都是操作焊接法兰,不合压力的法兰盘的厚度和连接螺栓直径和数量是不合的。
GB/T 9113-2010 整体钢制管法兰
④铸件自然冷却到800-900℃连结1-10分钟;
在现代工业的持续出产中法兰受介质腐蚀、冲刷、温度、压力、震动等因素的影响,会不成避免的呈现泄露问题。由于密封面加工尺寸的误差,密封元件的老化以及安装紧固不妥等原因极易造成法兰的渗漏。如果不能及时治理法兰渗漏问题,在介质的冲刷下会使渗漏火速扩大,造成物料的损失,出产环境的粉碎,导致企业停机停产,造成巨大的经济损失。如果是有毒有害、易燃易爆的介质泄漏,还有可能造成人员中毒、火灾爆炸等重大变乱。
锻造齿轮毛坯由于经锻造后可获得持续和均匀的金属纤维组织。因此此类毛坯的力学机能较好,常用于受力复杂的环境操作。此中自由锻件的精度和出产率较低,主要用于小批出产和大型法兰的制造。
(4)、成材率高,料比达到1.25-1.35;
锻造齿轮毛坯由于经锻造后可获得持续和均匀的金属纤维组织。因此此类毛坯的力学机能较好,常用于受力复杂的环境操作。此中自由锻件的精度和出产率较低,主要用于小批出产和大型法兰的制造。
锻造齿轮毛坯
热卷工艺与传统法兰建造工艺对比,具有以下较着好处:(1)、原材料全部采用尺度方坯,材质不变靠得住;
低压小直径有丝接法兰,高压和低压大直径都是操作焊接法兰,不合压力的法兰盘的厚度和连接螺栓直径和数量是不合的。
GB/T 9113-2010 整体钢制管法兰
④铸件自然冷却到800-900℃连结1-10分钟;
在现代工业的持续出产中法兰受介质腐蚀、冲刷、温度、压力、震动等因素的影响,会不成避免的呈现泄露问题。由于密封面加工尺寸的误差,密封元件的老化以及安装紧固不妥等原因极易造成法兰的渗漏。如果不能及时治理法兰渗漏问题,在介质的冲刷下会使渗漏火速扩大,造成物料的损失,出产环境的粉碎,导致企业停机停产,造成巨大的经济损失。如果是有毒有害、易燃易爆的介质泄漏,还有可能造成人员中毒、火灾爆炸等重大变乱。
锻造齿轮毛坯由于经锻造后可获得持续和均匀的金属纤维组织。因此此类毛坯的力学机能较好,常用于受力复杂的环境操作。此中自由锻件的精度和出产率较低,主要用于小批出产和大型法兰的制造。
(4)、成材率高,料比达到1.25-1.35;


24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉、质量、用户”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,切割速度受到气体射流速度的限制。



今年在山东省聊城市本地购买电杆底座法兰毛坯厂家直销有了新选择,搏远金属制品(聊城市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的电杆底座法兰毛坯厂家直销产品。如需购买或咨询,请随时联系我们,联系人:季先生-【17768165506】,地址:山东省聊城经济技术开发区蒋官屯办事处季海工业园。
其他新闻
- -打桩钻井助剂聚丙烯酰胺价格 2026-04-14
- 冠县不锈钢板哪家好 2026-04-14
- 升级式金库厂家直销 2026-04-14
- 银楼金库门厂子 2026-04-14
- 逃生管供应DN860 2026-04-14
- 专业机设备特点 2026-04-14
- 高唐304不锈钢板报价 2026-04-14
- 异型钢管今日价格表 2026-04-14
- 布袋中央吸尘设备宏程净化15250488306 2026-04-14
- 手动档案密集柜电力柜 2026-04-14
- 小程序制作,一站式小程序供应免费安装 2026-04-14
- 景观精神堡垒全国发货 2026-04-14
- 到重庆回程货车整车运输公司 24小时接货 2026-04-14
- 挡土墙模具,挡土墙模具出厂价 2026-04-14
- 批发低结晶度氢氧化钙_诚信厂家 2026-04-14
产品分类
产品
联系方式
